全国咨询热线
全国咨询热线


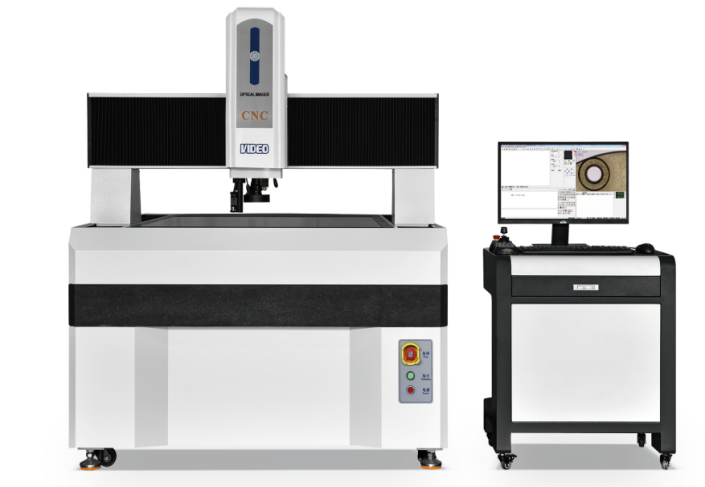
仪器特点:
1.快速:可以多个产品同时测量,产品放置后,仅需一键可同时测量放置在平台的多个产品的尺寸,颠覆了传统测量模式
2.双侧远心镜头,畸变小,视野范围内的可高精度一键完成测量,超出视野的可无缝拼接测量。
3.无人为误差:任何人的测量结果都是相同的。
4.任何人都能方便快捷操作。
5.视野范围内产品可随意摆放,无需任何夹具。
6.测量完成后可自动导出数据报表。
7.表面环形光源自动升降,方便不同高度产品软件自动调节。
8.外观设计大方,美观,机身采用花岗岩保证了设备的稳定性。
7.强大的软件处理系统和精准的算法,取得高精度的测量结果。
技术参数:
产品型号 | DBK-321KS | DBK-431KS | DBK-541KS |
镜头视野(X*Y) | 82*55mm | ||
测量精度 (无拼接) |
≤0.005mm | ||
测量精度 (有拼接) |
±(3+L/50)um | ||
重复测量精度 | 无拼接时:0.003mm | ||
测量行程 (X*Y) |
300*200mm |
400*300mm |
500*400mm |
Z轴调焦行程 | 100mm | ||
仪器外形尺寸 (Lx*Ly*Lz) |
775×945×1800mm |
810×1210×1900mm |
890×1450×1900mm |
仪器重量 | 280Kg | 450Kg | 550Kg |
玻璃最大载荷 | 10Kg | ||
相机 | 2000W像素高清千兆网数字CCD相机(黑白) | ||
镜头 | 双侧远心镜头 | ||
光源系统 | 绿光(平行底光) ,自动升降环形表面落射光源 | ||
同轴光源 | 选配 | ||
软件 | CNC/IN.2.0 | ||
电脑配置 | 脑配置:CPU:10代 I5 10400内存:16G主板:技嘉H410硬盘:512G固态(金丝顿) 机箱:ATX+工控300W电源,显示器:aoc 24 IPS键盘鼠标:力拓套装 | ||
信号输出 | 判断输出PASS FAIL NULL | ||
工作环境 | 25℃±2℃ 20%到80% RH | ||
测量速度 | ≤2-5秒(100以内尺寸) | ||
测量基本 功能 | 点、线、圆、圆弧、角度、距离、平行距、多点圆、多点线、多段弧、R角、框选圆、识别点、点云 | ||
辅助功能 | 相交、平行、平分 、垂直 、相切、最高点、最底点、卡尺、中心点、中心线、顶点线 | ||
行为公差 | 直线度、真圆度、对称度、垂直度、位置度、平行度 | ||
几何公差 | 位置公差 形位公差 尺寸公差 | ||
标注功能 | 对齐、垂直水平、角度、半径、直径、面积、周长标注、螺纹中径、批量标注 | ||
软件权限 设置 | 公差设置、识别模式、字体修改、操作人员管理、程序修改权限 | ||
报告功能 | SPC分析报告、(CPK.CA.PPK.CP.PP)值、制程能力分析、X管制图、R管制图 | ||
报表输出 | Word、 Excel 、 TXT、PDF | ||
功率 | 1000W | ||
电源 | AC220V ±10%,10A,50/60Hz | ||
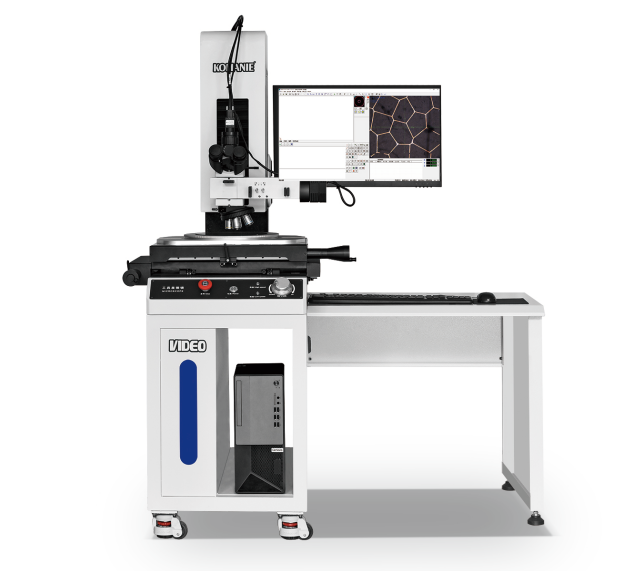
设备介绍:
大口径高景深,实现全视野范围成像清晰,超低畸变
(传统镜头)(精密双远心镜头)
2000万像素高分辨率数字相机。
软件采用先进的20:1亚像素图象边缘处理
软件自动过滤毛刺和异常点,将对特征位置上的影响降至最低
自动识别工件、无需定位
高效的批量测量
测量范围内一次性可测量大于20000个尺寸,100个尺寸测量时间小于2秒,大幅缩短测量时间,提高测量效率。
多个工件任意摆放,自动识别,批量测量。
一、功能强大的编程界面
将主要及常用的功能以按钮形式放在主界面,易于熟悉掌握,用户只要简单
的点击和拖拽鼠标即可完成几乎所有的测量动作。
二、简捷方便的闪测界面
三、强大的补偿、标定及计算功能,有效降低设备误差
1.软件支持镜头畸变补偿,有效降低因为镜头畸变误差带来的测量误差;
2.软件将传统的像素校准,中心补偿和畸变校准算法集成在一起,一键解决标定问题;
3.对于移动型工作台,软件提供多种补偿方法,提升工作台精度;
4.特有的寻边和过滤算法,提高了边缘抓取的稳定性;
5.独有的亚像素算法大大提升边缘精度和重复性;
6.优化的定位和补偿算法,大大缩短测量时间,真正达到一秒闪测。
四、强大的测量功能
1.软件提供完整的几何测量功能
可对点、线、圆弧、圆、矩形、椭圆、键槽(腰型特征)、开曲线、闭曲线、平面、圆柱、圆锥、球等几何元素进行测量。当Z轴增加测头或激光位移传感器等设备后还可对3D图形元素如圆柱、圆锥、圆球、以及三维空间内的面进行测量。根据元素的实际特征,每种元素可采用多种不同的方法测量。寻边结束即可直接获取出元素的坐标值、长度、面积、体积等数据。
2.软件具备强大的寻边功能
能够抓取很弱的边缘,可任意设定寻边方向,避免寻边错误,灵活设置寻边
参数,去除杂点及毛边的影响。
3.软件匹配方式丰富,匹配效率高,提供多特征匹配
4.软件具备多工件一键测量功能
5.导入CAD图形功能测量
可以直接用CAD软件绘制尺寸图,导入软件后即可实现自动测量,无需采点寻边。非常方便对形状复杂或不规则图形进行坐标测量和轮廓对比测量。
6.灵活的用户程序
a)软件根据用户测量步骤顺序自动编制用户程序。并控制程序的运行停止等。
b)可以对用户程序及每一个步骤进行编辑、排序、插入、删除等操作,适应各种复杂多变的测量步骤。
c)测量大批量工件时,只需进行一次寻边测量,避免重复动作,省时省力。
7.自动计算元素的形位公差
软件提供完整的公差设定和计算功能,可设定和计算形位公差如直线度,圆度,平面度、圆柱度,轮廓度、位置度、平行度、垂直度、同心度、圆跳动等。并自动判别公差是否OK或NG,并具备NG示警及提示功能。形象化的公差图表使用户获知具体超差位置,方便查找超差原因。
8.多样化的数据报表及图形数据导出功能
软件可将结果数据以多种报表格式导出,可将测量结果数据导出为EXCEL,WORD,TXT格式的报表,并支持EXCEL报表格式设置功能。
9.丰富的外部接口,适应在线生产需求
软件集成了建议TCP/IP控制功能,专用IO控制功能,脚踏一键控制功能,串口控制功能,文件交换控制功能,…使得现场控制非常灵活,方便在线和产线结合在线测量。
导出EXCEL报表
EXCEL导出设置
验收规范:
1.检定项目:
A、外观及各部分的相互作用。
B、计算机、及软件功能。
C、示值误差(E1)。
2.测量重复性:
在透射照明下变倍物镜最大倍率进行检验,将标准玻璃线纹尺置于玻璃工作台中心位置,并使其平行于纵向导轨,清晰成像以后,用十字线对准玻璃线纹尺"0"刻线影像并把仪器清零,佶后用从线对标准玻璃线纹尺"100"刻度线影像进行瞄准并读数,重复上述试验4次,任意两次读数之差均应符合要求,横向按同样的方法,对标准玻璃线纹尺"0"刻线与"100"刻线之间的长度进行试验,任意两次读数之差均应符合本标准。(同种可以用1级量规量块进行同线纹尺一样类似检验,重样时进行4次读取二次的平均值。)
3.验收交接:
A、以检定纪录、装箱单和合同为准,双方交接、验收。
B、验收合格,双方代表在验收报告上签字。若有异议,协商解决。遗留问题可签署备忘录,以便服务、解决。
4.环境要求确认:依照<安装使用环境技术要求>通过自检合格并确认后方可安装调试。
请按照合同及安装说明书技术要求准备好安装环境,如下表:
序号项目技术要求是否满足
1正常工作温度20±2℃
2检定温度20±2℃
3温度梯度0.5℃/h 2℃/24h 0.5℃/h
4湿度相对湿度45%-70%气源湿度<15%
5振动振动频率≤10HZ时,振幅≤1UM
10HZ<振动频率≤30HZ时,振幅≤0.5UM
振动频率>30HZ时,振幅≤3UM
6清洁度洁净、最好无尘
7电源AC220V,50HZ,1KVA
8安装环境配套要求具备独立可靠的接地系统,接地电阻小于4Ω
质保期外:我公司采取定期回访与随时电话咨询相结合的售后服务制度,力求及时发现并解决用户使用中存在的困难和问题,为用户提供技术咨询。
我公司负责为用户免费提供计量测试技术咨询服务。
我公司以成本价终身为用户提供设备保修服务。
我公司备有备品备件库,终身负责为用户以成本价提供备品备件服务。
我公司负责以优惠价终身为用户提供技术升级、改造等售后增值服务。
用户所在地区如有我公司地区办事处,其售后技术服务事宜由公司地区办事处全面负责。
软件终身免费升级。
Copyright © 2002-2023 湖南兰思仪器有限公司 版权所有备案号:ICP备********号网站地图
 扫一扫咨询微信客服
扫一扫咨询微信客服